|
1
|
- Niveaux d’intervention
- Qui est concerné?
- Processus, produits, services, relations
- Bon produit (ou service), au bon moment, en bonne quantité, avec les
bonnes spécifications, selon les bons délais et qui procure une bonne
perception de l’image de qualité.
|
|
2
|
|
|
3
|
- La qualité est une composante majeure de la démarche vers l’avantage
concurrentiel
- Théorie de Porter
- Pour se procurer un avantage concurrentiel, une entreprise doit
chercher à dominer ses concurrents par les coûts, par la
différenciation et/ou par supplément.
|
|
4
|
- Totalité des processus
- Totalité des personnes
- Totalité des produits
- Totalité des services
- Une question d’objectifs
- Zéro défaut: un idéal, pas une réalité absolue
|
|
5
|
|
|
6
|
- Les outils statistiques de la Qualité :
- Les cartes de contrôle
- Les plans d’échantillonnage
- Les indices de capabilité
- Les diagrammes de dispersion/corrélation
- La stratification
- Les plans d’expérience
|
|
7
|
- Diagramme dit de cause effet
- Élaboré à partir de discussion de groupe de travail sur un problème de
qualité
- Permet d’identifier les causes possibles d’une situation de non qualité
- Ces causes sont habituellement regroupées en 5 catégories
- Milieu
- Main d’œuvre
- Matériaux
- Machine
- Méthodes
- Ce n’est pas une méthode statistique
|
|
8
|
|
|
9
|
- Avec les normes ISO 9000 les méthodes statistiques sont utilisées pour
maîtriser la qualité :
- Analyse descriptives des données
- Diagramme et graphiques
- Modèles probabilistes et plans d’échantillonnage
- Tests d’hypothèses
- Cartes de contrôles
- Plans d’expérience et analyse multivariée
|
|
10
|
- Pareto –ABC
- Diagramme des causes effets (Ishikawa)
- Graphes, Feuilles de relevé, Histogrammes
- Représentation de 2 variables quantitatives
- Carte de contrôle
|
|
11
|
- Identifier la situation problématique
- Élaborer une typologie des anomalies
- Préciser la période de collecte des données et les modalité de collecte
- Dépouiller les données
- Procéder au traçage
- Par exemple en utilisant excel
|
|
12
|
- Lors d’une enquête sur la qualité du dossier patient on a repéré les
éléments suivants :
|
|
13
|
- 1) Trié le tableau par ordre décroissant de problème
- 2) Calcul du % par rapport aux anomalies
|
|
14
|
- 3) Calcul des pourcentages cumulés
- 4) Représentation graphique
|
|
15
|
- Permettent de résumer l’évolution temporelle d’un phénomène
- Exemple :
|
|
16
|
- Concerne les variables quantitatives.
- Permet d’un seul coup d’œil de connaître l’allure de la distribution
des valeurs observées : concentration ou étalement des données, valeurs
« suspectes »….
- A ce titre il est intéressant pour :
- Vérifier le réglage d’une machine
- Vérifier la conformité d’une production selon les spécification
(capabilité)
- Valider les mesures correctives
- ….
- Réalisation
- Distribution mise en classes
- C’est une succession de rectangle ayant comme base les bornes des
classes et comme hauteur la densité de classe (effectif / (Borne sup. –
Borne Inf. de la classe)
|
|
17
|
|
|
18
|
- C’est l’outil statistique qui permet de suivre les fluctuations d’une
caractéristique mesurable ou dénombrable et d’en diagnostiquer les situations non maîtrisées
- C’est un outil de qualité de référence normative dans les normes ISO
|
|
19
|
- Technique graphique utilisée dans les processus de
« fabrication » pour :
- S’assure de la stabilité de la production.
- Limiter la proportion de produits qui ne sont pas conforme aux
tolérances.
- Deux catégories :
- Carte de contrôle pour des grandeurs mesurables : contrôle de qualité
par mesure.
- Carte de contrôle pour des grandeurs non mesurables ou caractéristiques
qualifiables : contrôle de la qualité par attributs.
- Pour mettre en œuvre une carte de contrôle il faut répondre aux
questions :
- Quels types de caractéristiques (qualitatives ou quantitatives) veut-on
contrôler ?
- Quels instruments de mesures ou calibres doit-on utiliser
- Quel type de carte de contrôle doit-on mettre en œuvre ?
- Quelle taille d’échantillon doit-on prélever ?
- Quelle doit être la fréquence de contrôle ?
|
|
20
|
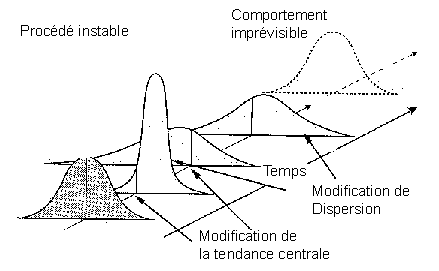
- Consiste à suivre dans le temps deux éléments important de cette
caractéristique
- La tendance centrale (moyenne)
- La dispersion (étendue, écart type, coefficient de variation)
- Principales cartes de contrôle utilisées
- Carte de contrôle pour la moyenne
( X ) et d’étendue ( R )
- Carte de contrôle pour la moyenne ( X ) et l’écart type (s)
- Carte de contrôle pour la médiane et l’étendue
- Carte de contrôle pour les valeurs individuelles et l’étendue mobile
- Carte de contrôle pour la moyenne mobile et l’étendue mobile
- Carte de contrôle pour la somme cumulative de l’écart entre la moyenne
d’un échantillon et une valeur cible
|
|
21
|
|
|
22
|
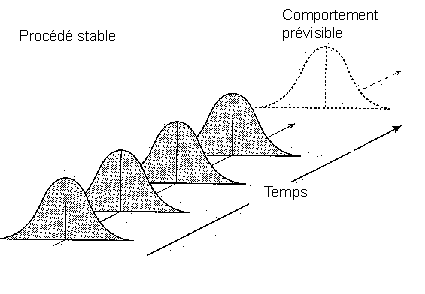
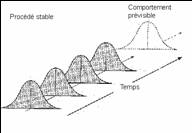
- Un procédé ou une caractéristique particulière est stable si la
statistique qui permet d’en évaluer le comportement dans le temps n’est
affectée que par des fluctuations aléatoires. On dit que la variabilité
est attribuable à des causes communes et cette variabilité est
prévisible à l’intérieur de limites établies selon certains critères
statistiques
|
|
23
|
- On considère qu’une caractéristique de qualité est maîtrisée si non
seulement les points associés aux différents échantillonnages dans le
temps sont à l’intérieur des limites mais également que les points ne
soient pas disposés selon une suite anormale :
- Mise en évidence d’une tendance
- Fluctuation en dents de scie
- Suite de points du même coté
- Points se situant près des limites ou de la ligne centrale
- Carte présentant des sommets et des creux
- Effet cyclique
|
|
24
|
- Utilisée si la taille des échantillons est supérieure ou égale à 10.
- On utilise alors l’écart type plutôt que l’étendue.
- On utilise l’estimateur de l’écart type de l’échantillon, on calcule la
moyenne générale et la moyenne des écarts types
- Les limites de contrôles sont
- pour la carte des moyennes
- L_C = X + A3 s
- Pour la carte des écarts types
- LSC =B4 s
- LIC =B3 s
|
|
25
|
- Les limites LSC et LIC sont calculées à partir soit
- De données observées. On a alors une remise en cause des limites au fur
et à mesure de l’augmentation du nombre d’échantillon. On doit retirer
des calculs des limites les données des échantillons qui sont hors
« limites » d’une des deux cartes
- De distributions théoriques modélisable.
- Dans les formules précédentes, on construit un intervalle de confiance à
99,74% . On peut prendre un intervalle de confiance différent.
- Les cartes de contrôles reviennent à faire un intervalle de confiance
ici au seuil de risque 0,0026 soit 0,26%.
- Les cartes de contrôle permettent de savoir si la qualité est maîtrisée
en terme statistique mais ne préjuge pas de la conformité à des
tolérances
- On peut créer des cartes de contrôles pour les pourcentages : carte p,
np …
|
|
26
|
|
|
27
|
- Les cartes de contrôle aux mesures
- pour les variables quantitatives (poids, diamètre, épaisseur,
température, volume, puissance consommée, dosage, résistance
thermique…)
- Leur établissement est fondé :
- Sur l’hypothèse (qui est à vérifier) que la distribution des valeurs
suit une loi connue (Normale ou autre)
- Sur les propriétés des échantillons (relations entre échantillons et
population)
|
|
28
|
- Les cartes de contrôle aux mesures
- deux graphiques distincts qui permettent d’analyser le procédé tel
qu’il existe sous l’angle de la dispersion et du centrage.
- On compare des niveaux moyens de production à différents instants.
- On considère la moyenne de plusieurs observations individuelles sur
plusieurs sous-intervalles appelés sous-groupes pour une période de
temps donnée : on prend k sous-groupes de taille n
- En fait le numéro du sous-groupe mesure le temps; la série des valeurs
de la variable est chronologique, le temps est l ’axe horizontal
dans toutes les cartes de contrôle
|
|
29
|
- Techniques d’échantillonnage
- Quel est le nombre de pièces à prélever (taille de l’échantillon) et à
quelle fréquence doit-on le faire ?
- En théorie c’est la cadence de la machine et la qualité de
fonctionnement du procédé qui nous donnent la réponse
- Cette qualité est appréciée par la moyenne de nombre de réglages
observée sur une production passée pendant un temps déterminé. Plus
le nombre de réglages est grand, moins la qualité du fonctionnement
du procédé est bonne.
- Le coût du contrôle varie selon la taille de l’échantillon et la
fréquence de prélèvement
- Règle : 5 à 10% du nombre de pièces fabriquées par heure, sauf pour
des cadences très elevées / généralement échantillons de taille 4,5
ou 6
- 2ème méthode
- c la cadence horaire de la machine
- n le nombre de pièces à prélever
- N le nombre de pièces fabriquées entre 2 réglages
- La fréquence de prélèvement est n pièces toutes les pièces et toutes les
|
|
30
|
- Les cartes de contrôle par mesures
- L’application de la distribution normale permet de calculer facilement
les limites de contrôle lorsque l ’écart-type de processus est
connu.
- 99.74% des observations d ’une distribution normale se trouvent
dans l ’intervalle [ µ - 3s, µ + 3s ]
- dans la SPC, les limites de contrôle sont les valeurs des bornes de cet
intervalle. Cela signifie qu’un point se trouve en dehors de ces
bornées avec une probabilité de seulement 0.26%. Comme la probabilité
est faible, quand on trouve des points en dehors des limites de
contrôle, on peu supposer que c’est le résultat de causes spéciales
anormales.
|
|
31
|
- Les tests sur la moyenne sont différents selon que l’écart-type de
l’échantillon est connu ou pas. Pour les cartes de contrôle, il faut
aussi faire cette distinction
- dans le cas sigma connu, les limites de contrôle de la moyenne sont :
- dans le cas sigma inconnu, les limites de contrôle de la moyenne sont:
- en pratique on remplace µ par la moyenne des observations
- et R est la moyenne des amplitudes (valeur maximale du sous-groupe
moins valeur minimale)
|
|
32
|
- Un processus statistiquement maîtrisé est caractérisé par X et s
- On suppose que le phénomène suit une loi normale
- La carte de contrôle des moyennes crée un intervalle de confiance X + 3s
- Cette production a, pour les individus un intervalle de confiance X + 3s
d’amplitude 6 s .
- La capabilité Cp est le rapport entre la différence des limites de
tolérance et cette amplitude
|

 Commentaires
Commentaires{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}